 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Notícias - Dongying Haorun Chemical Co.,Ltd.")
Ligue para nós
+86-13906474940
Envia-nos um email
sales@tenachtyre.com

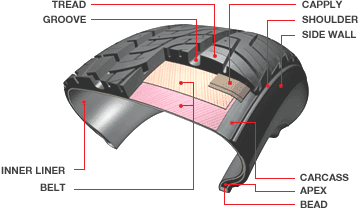
Defeitos de qualidade comuns e suas causas no processo de fabricação de pneus (1)
Defeitos comuns de qualidade e causas de prensagem do piso
1. As razões para a rugosidade da superfície são: baixa temperatura de refino térmico e refino térmico irregular; A temperatura de extrusão está muito baixa; Queima de borracha; A velocidade de prensagem é muito rápida e a velocidade do dispositivo de ligação não corresponde a ela.
2. Os motivos para a formação de orifícios de ar no interior da banda de rodagem são: alta umidade ou substâncias voláteis nas matérias-primas; Processo de refino térmico inadequado com entrada de ar; A temperatura de extrusão está muito alta; A velocidade de prensagem é muito rápida e o fornecimento de cola é insuficiente.
3. A razão pela qual o tamanho e o peso da seção da banda de rodagem não atendem aos requisitos é que a instalação da placa de extrusão não está correta; Deformação da placa bucal; Controle inadequado da temperatura de refino térmico e da temperatura de extrusão; Velocidade de prensagem irregular ou coordenação inadequada do dispositivo de ligação; Resfriamento insuficiente após prensagem; Refino térmico insuficiente.
4. As razões para a queima são: design inadequado da fórmula de borracha e baixo desempenho de queima; Altas temperaturas de refino e extrusão; Há acúmulo de adesivo, cantos mortos ou bloqueio de água de resfriamento no cabeçote da máquina; O fornecimento de cola é interrompido e o carro vazio fica preso com materiais.
5. As razões para a quebra das bordas são: refino térmico insuficiente e baixa plasticidade do material de borracha; Queima de borracha; Boca de borracha de enxofre pequena ou bloqueada na borda do perfil da banda de rodagem; Baixa temperatura da cabeça da máquina e da placa bucal
Enviar consulta


X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade
Notícias
 E quanto às especificações de pneus de caminhão ¼2021/05/20
E quanto às especificações de pneus de caminhão ¼2021/05/20Quer se trate de um caminhão, caminhão ou carro, o tamanho de um pneu é o mesmo, em milímetros como uma porcentagem da largura da seção transversal e da proporção plana. Adicione: código do tipo de pneu, diâmetro do aro (pol.), Índice de carga (código de qualidade de carga permitida), código de velo......
 Qual é a pressão dos pneus das 30 e 50 carregadeiras?2021/05/20
Qual é a pressão dos pneus das 30 e 50 carregadeiras?2021/05/20A pressão dos pneus de 30 e 50 carregadoras é de 0,32-0,34 MPa e 0,28-0,30 MPa, respectivamente.